So wird's gemacht.
Ein kleiner Blick hinter die Kulissen ist immer interessant. Deswegen erfahren Sie hier, wie wir bei KRONENBERG Ihre Türverriegelungen und Tableaus fertigen. Warum wir das gerne zeigen? Weil wir stolz auf das sind, was wir tagtäglich für unsere Kunden weltweit umsetzen dürfen. Und weil ein Hidden Champion ja auch mal zeigen darf, was sich da so tagtäglich hinter den Mauern in der Kurt-Schumacher-Straße 1 abspielt.
Türverriegelungen
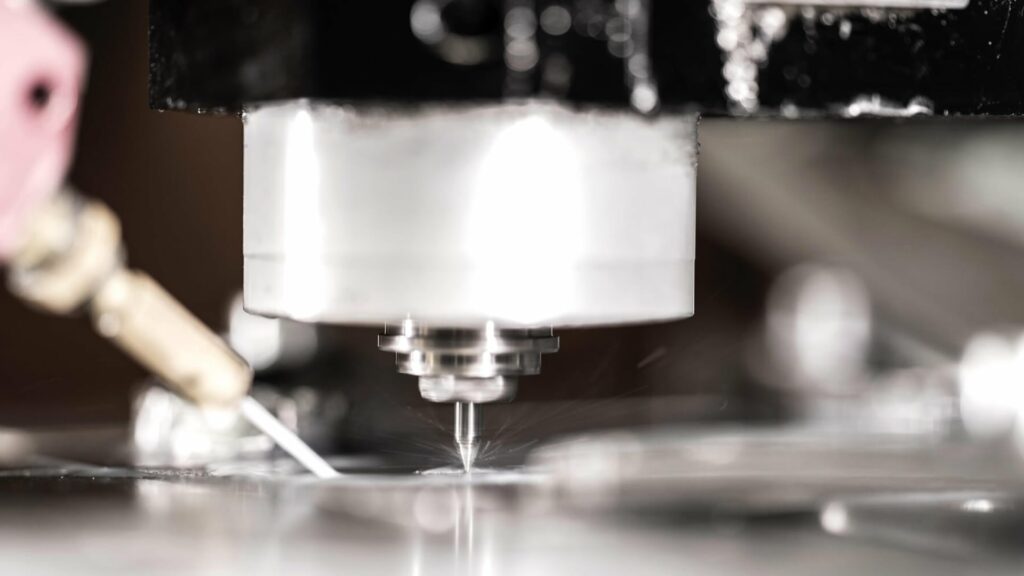
In unserem Bearbeitungszentrum FH4000 werden die rohen Gussgehäuse für unsere Türverriegelungen für die Endmontage vorbereitet.
Dazu werden abwechselnd zwei Würfel mit unbehandelten Gehäusen bestückt und in das Bearbeitungszentrum gefahren. Während der Bearbeitung des bestückten Würfels wird parallel die Entnahme und Neubestückung am anderen Würfel vorgenommen.
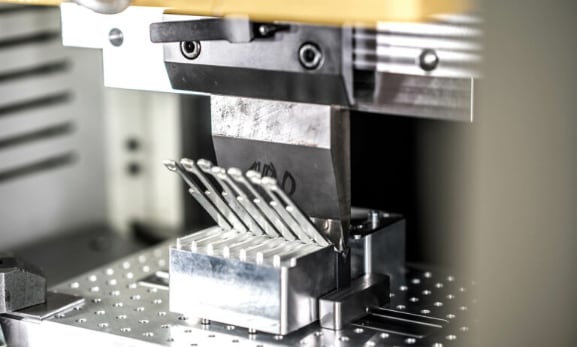
An der Hydraulikpresse werden die Zugstangen zur Betätigung von Türverriegelungen gebogen.



Die fertigen Gehäuse kommen sodann gemeinsam mit den vorgefertigten Riegelbolzen und weiteren Bauteilen für die Türverriegelungen (wie beispielsweise Zahnhebel, Rollenhebel, Sperrschieber, Kontakteinsätzen etc.) in die Endmontage.
Dort werden die Türverriegelungen gemäß der Kundenaufträge finalisiert und es erfolgt die Bauteilprüfung und Qualitätskontrolle.
Tableaus
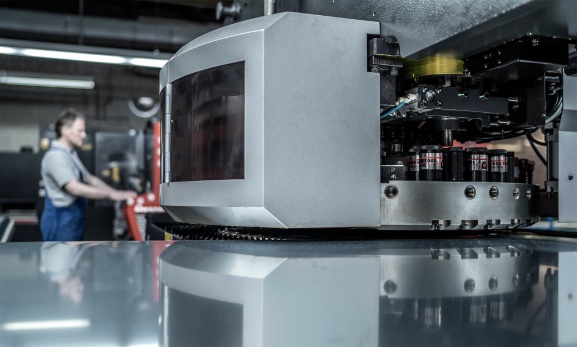
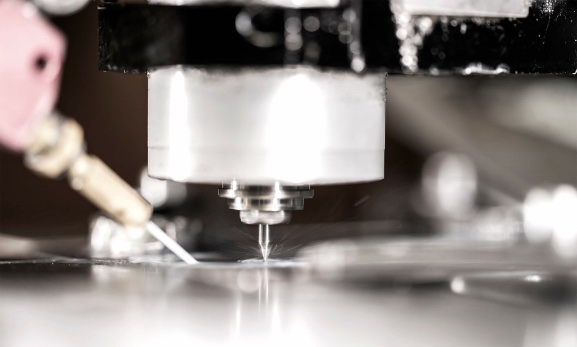
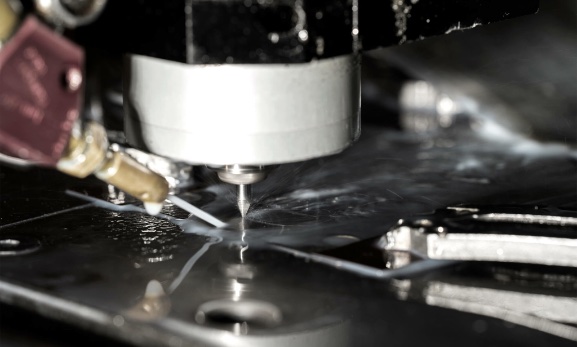
Nach der CAD-Konfiguration der Bedien- und Anzeigetableaus im Vertrieb erfolgen die V2A-Zuschnitte in unserem Blechbearbeitungszentrum. Hier werden alle Stanzungen durchgeführt.
Die bei KRONENBERG im Einsatz befindliche Revolverstanzmaschine hat eine Stanzkraft von 200KN und beinhaltet einen Werkzeugrevolver für insgesamt 51 verschiedene Werkzeugstationen.
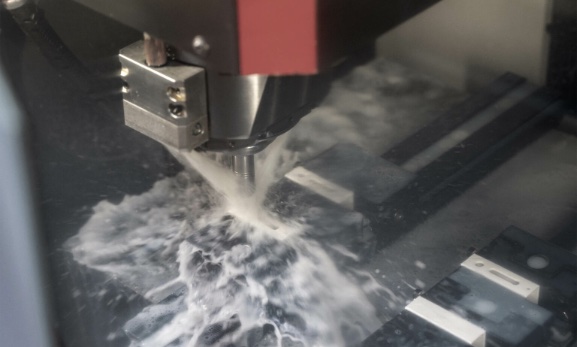
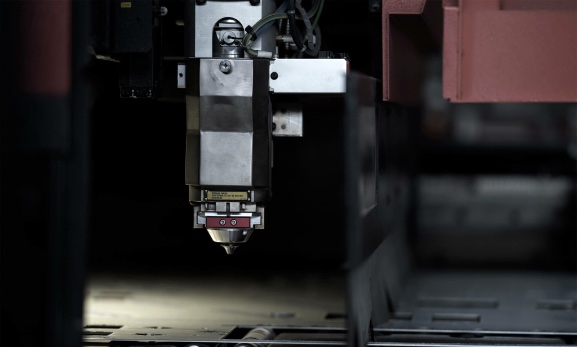
Im nächsten Schritt wird das vorgestanzte Blech auf die Laserschneidanlage transportiert. Hier werden nun die größeren Schnitte, für die es keine Stanzwerkzeuge gibt, vollzogen, z. B. die Außenkonturen der Tableaus oder größere Schnitte für Etagenstandanzeigen und Informationsfelder.
Die bei KRONENBERG im Einsatz befindliche Laserschneidanlage verfügt über eine Laserleistung von 2,5 KW und einen Verfahrbereich von 2.520 mm (X), 1.550 mm (Y) und 300 mm in (Z).





Versand
In unserem Versand erfolgt die finale Materialentnahme und das Scannen der QR-Codes, um unseren Kunden einen Lieferstatus just in time mitteilen zu können.



