
1.The photo shows the equipment of the CNC-milling center.
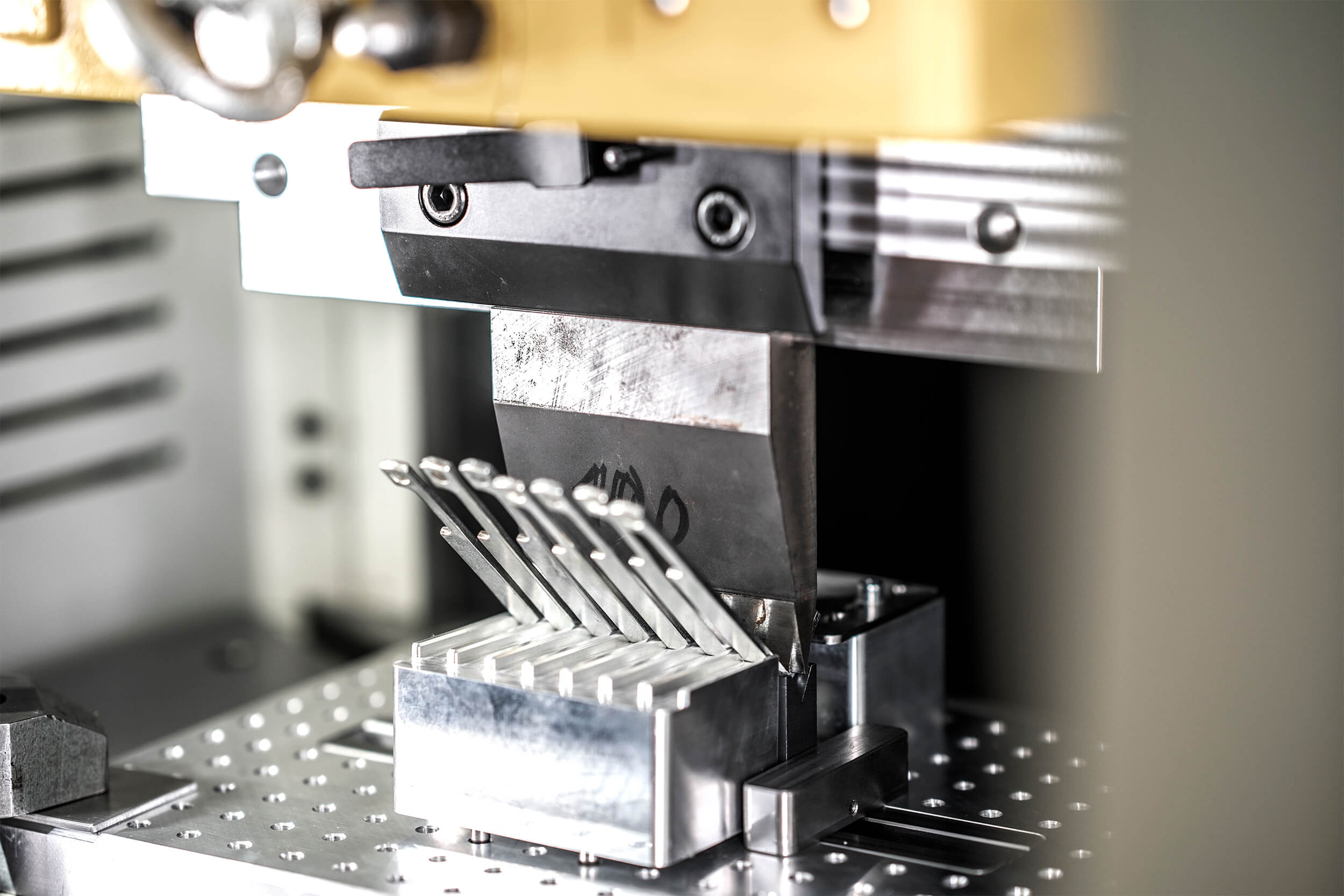
The photo shows the hydraulic press in action.

The photo shows the programming of the CNC-milling machine.

The photo shows the programming of the CNC-milling machine.

The photo shows the CNC-milling machine in action.
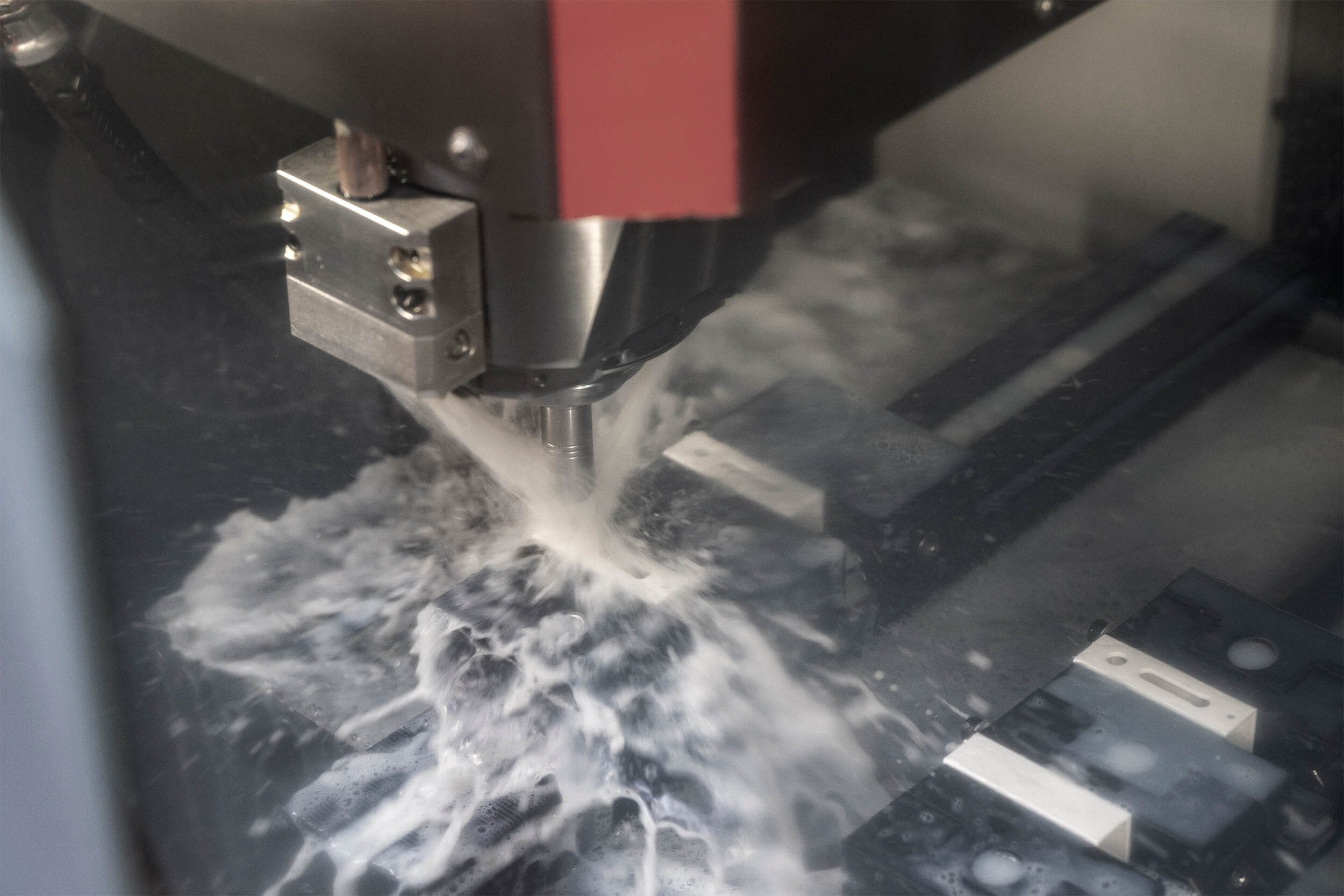
The photo shows the CNC-milling machine in action.

The photo shows a skilled worker in the final assembly.

The photo shows the programming of our turret punching machine.
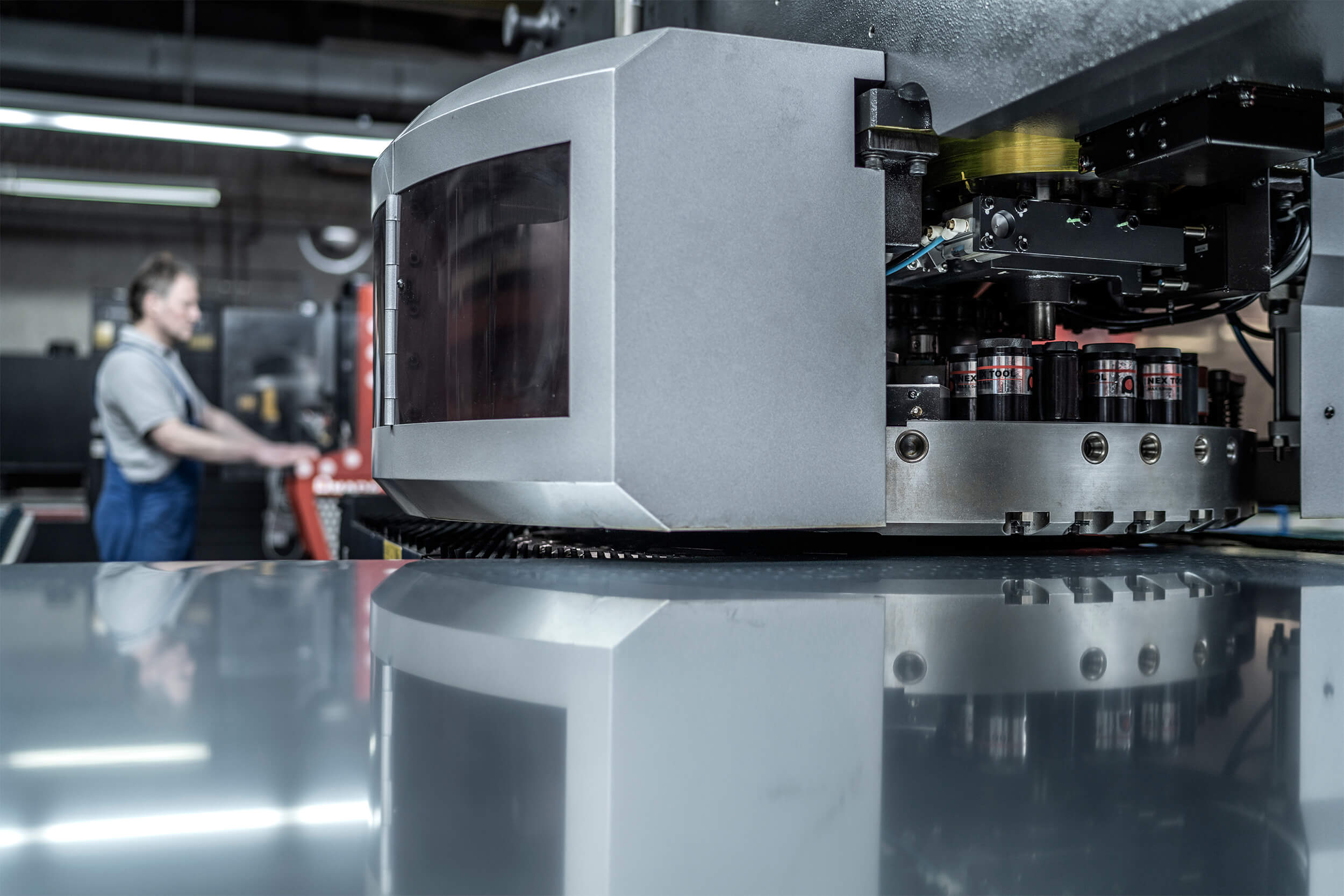
The photo shows the programming of our turret punching machine.
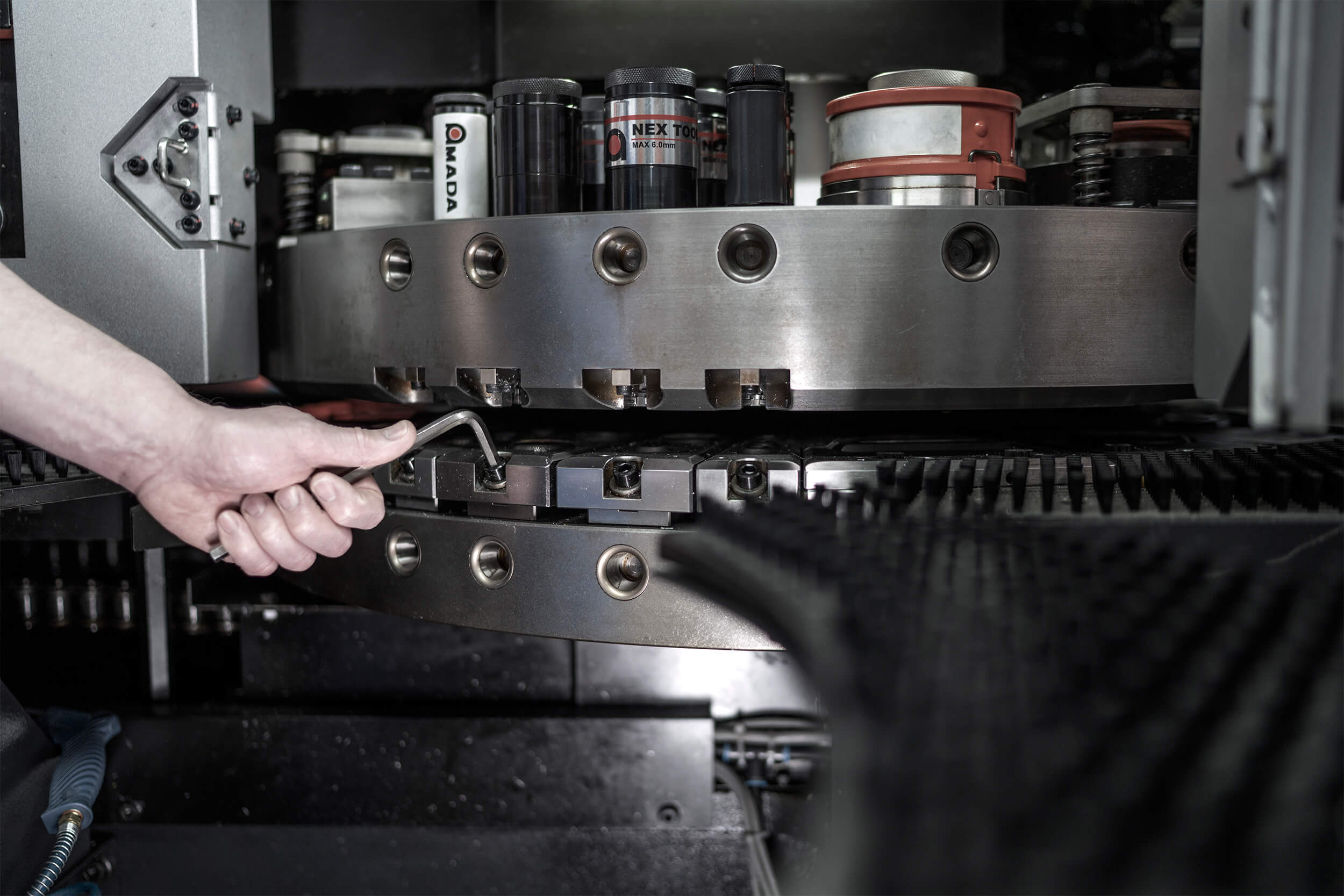
The photo shows the tool change at the turret punching machine.

The photo shows the programming of the laser cutting center.
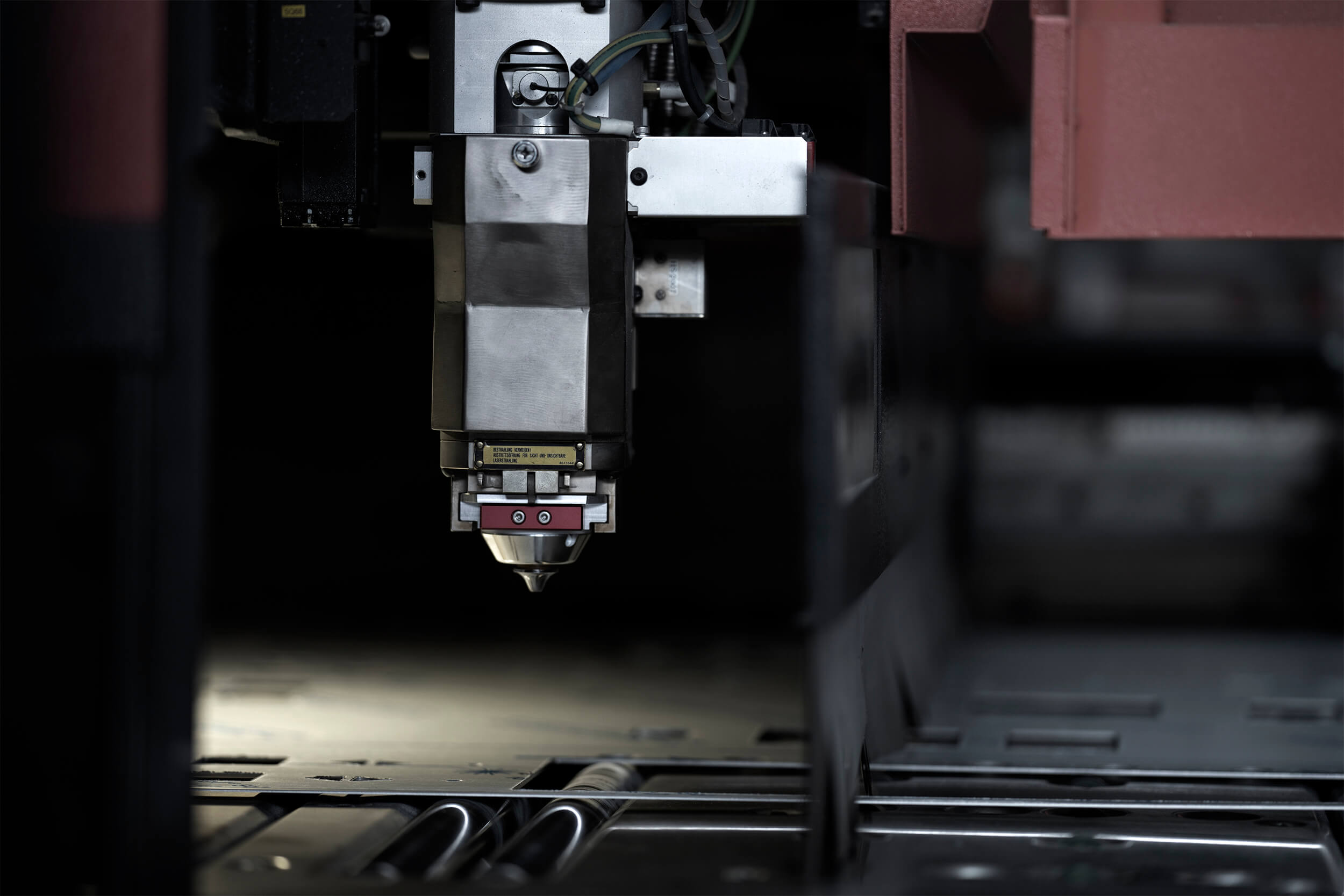
The photo shows the laser head of the laser cutting center.
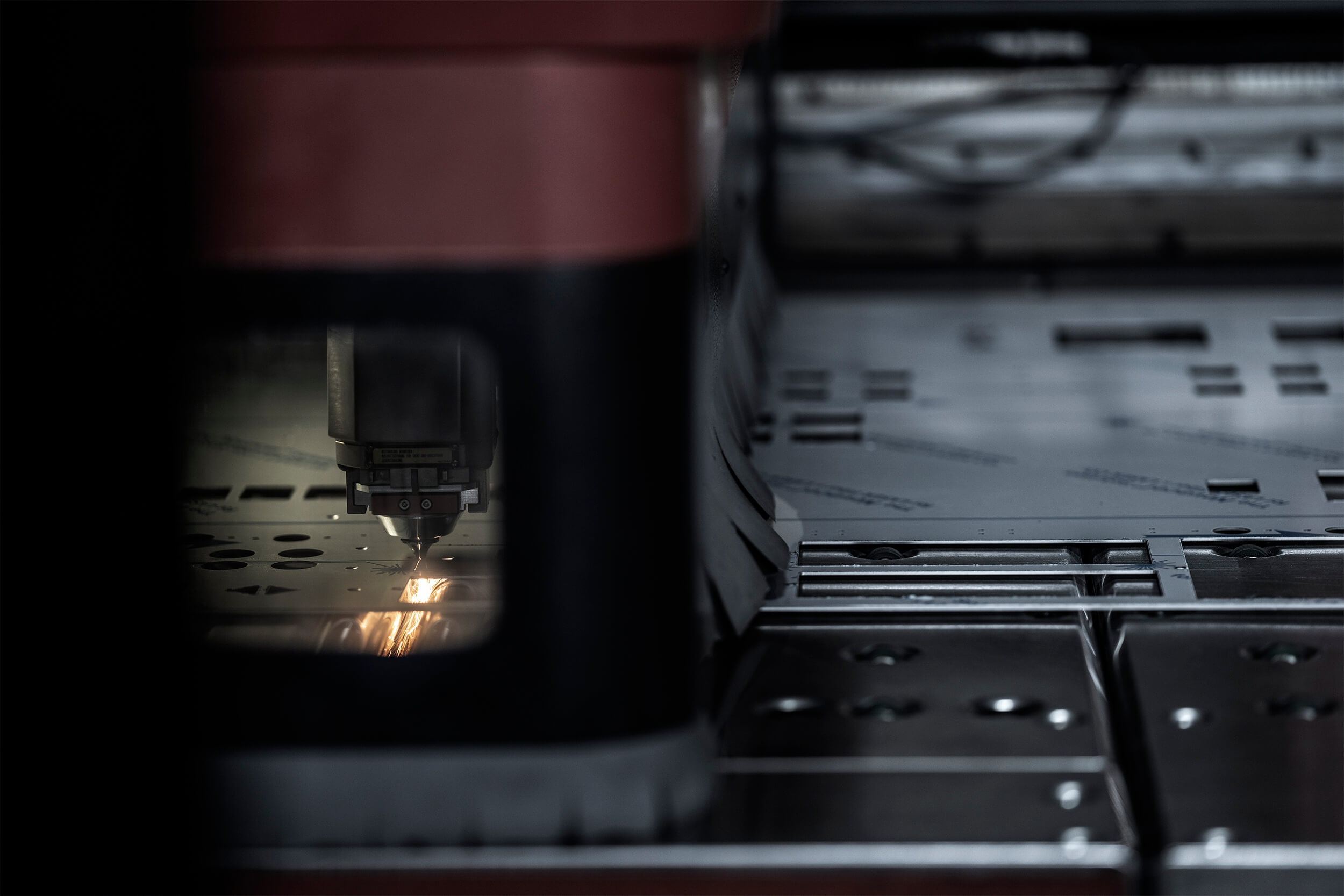
The photo shows the laser head of the laser cutting center in action.
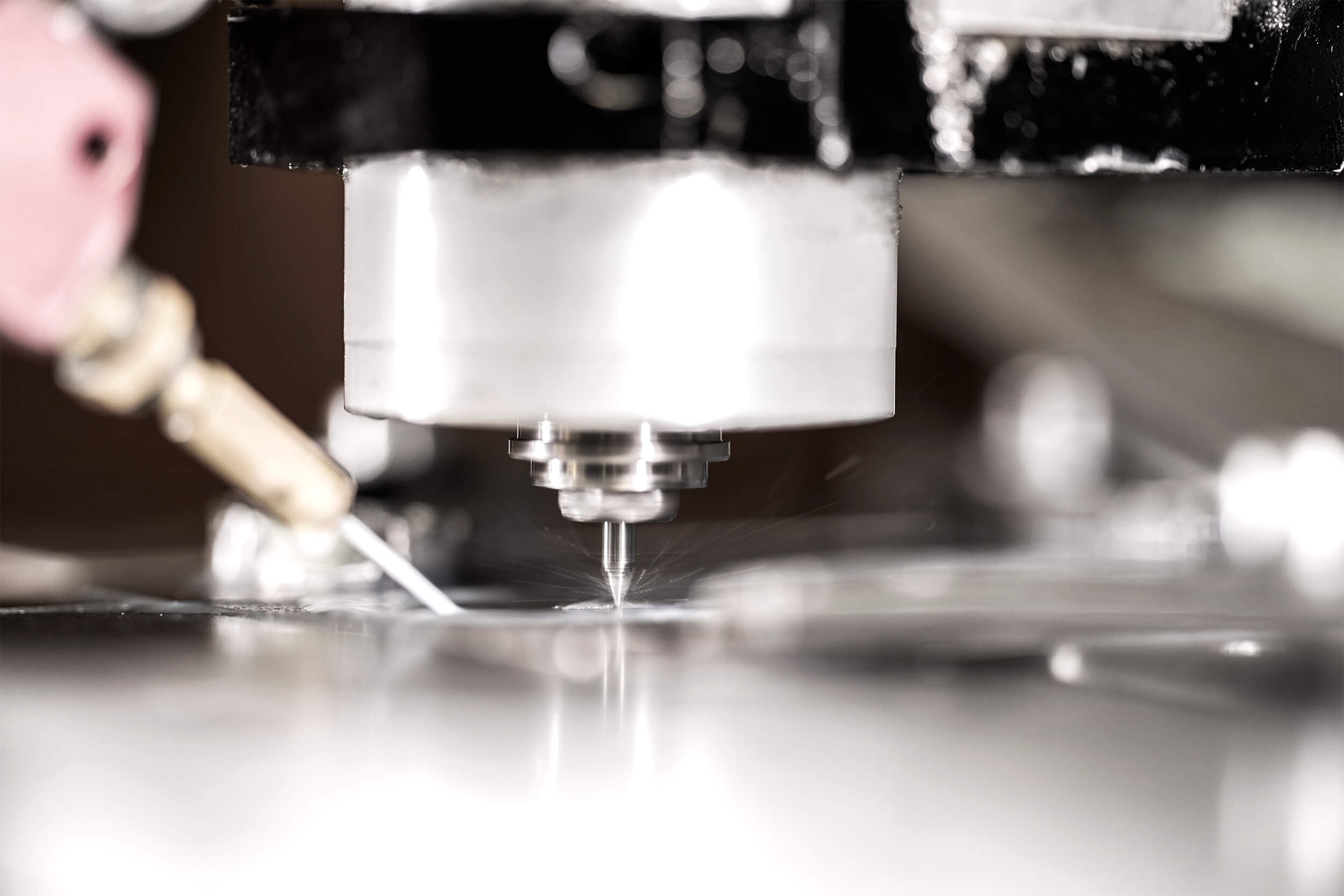
The photo shows the engraving machine during the engraving process.

The photo shows the engraving machine during the engraving process.

The photo shows the engraving machine during the engraving process.

The photo shows a skilled worker at the bending machine.

The photo shows the scanning of the goods.

The photo shows the removal of the goods.

The photo shows the removal of picked goods.

The photo shows the packing of picked goods.