

How it’s done.
A little look behind the scenes is always interesting. Find out here how the production of door interlocks and operating panels is done at KRONENBERG. Why do we like to show that? As we are proud of what we may do every day for our customers around the world. And because a hidden champion is allowed to show what goes on every day behind the walls at Kurt-Schumacher-Straße 1.
Door Interlocks
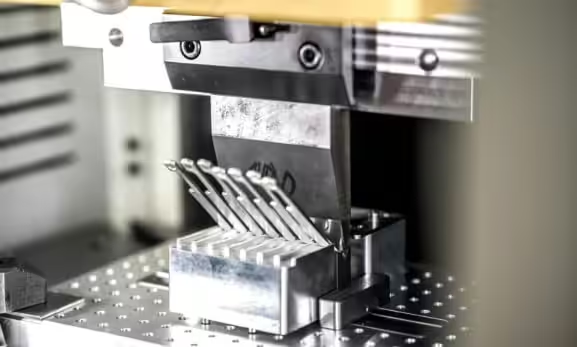
In our FH4000 machining centre, the raw cast housings for our door interlocks are prepared for final assembly.
For this purpose, two cubes are alternately loaded with untreated housings and moved into the machining centre. While the loaded cube is being processed, the other cube is removed and reloaded in parallel.
On the hydraulic press the pull rods to operate the door interlocks are bent.




The finished housings go together with the prefabricated locking bolts and other components for the door interlocks (such as toothed levers, roller levers, locking pins, contact inserts, etc.) in the final assembly.
There the door interlocks are finalized according to customer’s orders and component testing and quality control is made.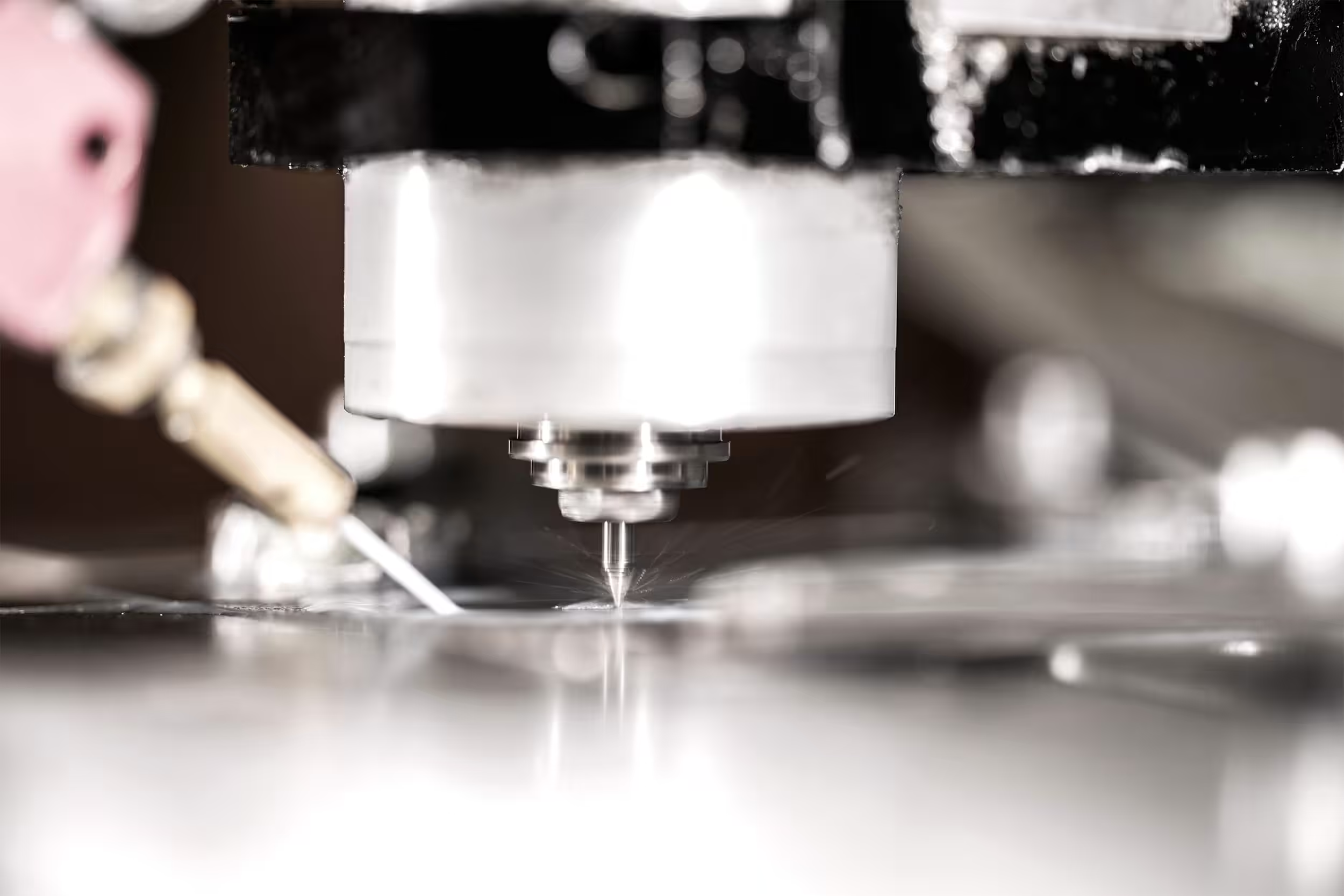
Operating Panels
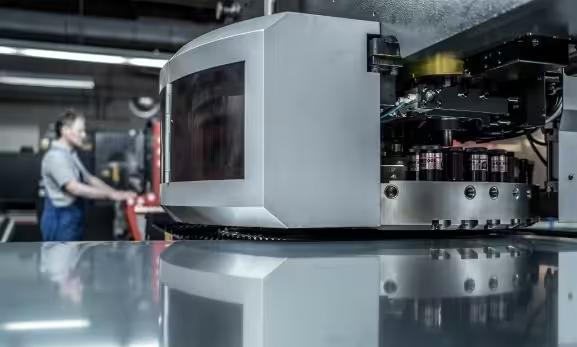
After the CAD configuration of the operating and display panels in the sales department, the V2A cut sizes are made in our sheet metal processing center. All punchings are made here.
The turret punching machine used at KRONENBERG has a punching force of 200KN and includes a tool turret for 51 different tool stations in total.
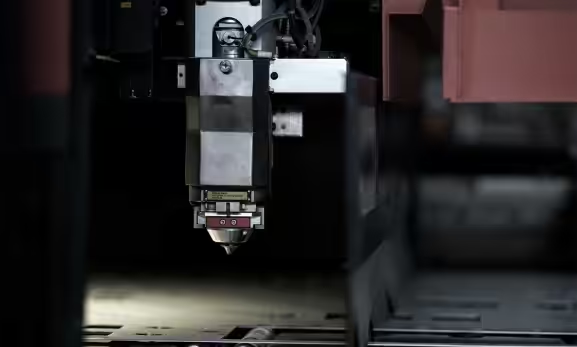
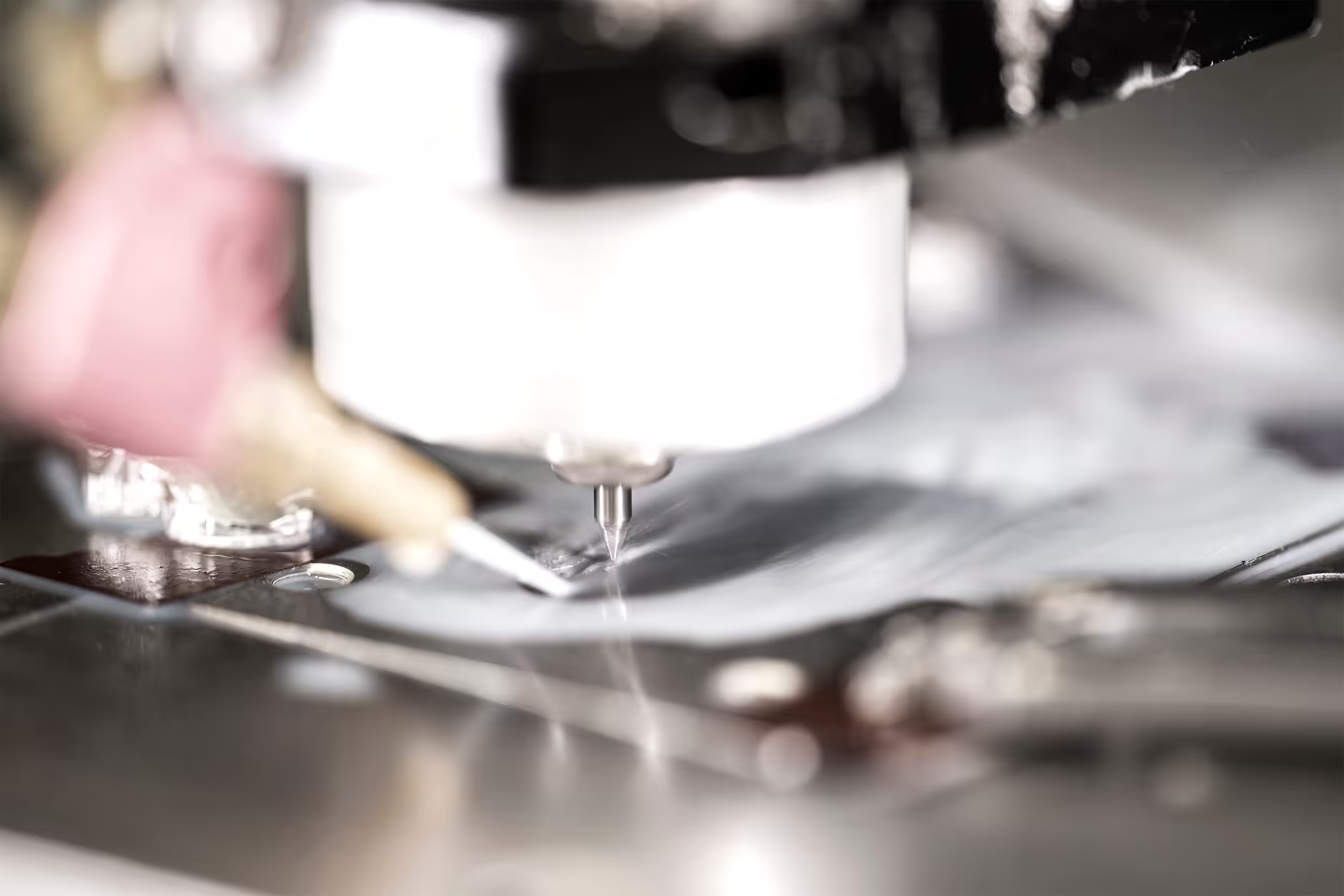
In the next step the pre-cut sheet metal is transported to the laser machine. The larger cut sizes for which no punching tools are available are made here, e.g. the outer contours of the panels or larger cuts for floor position displays and information fields.
The laser cutting center in use at KRONENBERG has a laser power of 2.5 KW and a traversing range of 2,520 mm (X), 1,550 mm (Y) and 300 mm in (Z).






Dispatch
In our dispatch warehouse the final material is removed and the QR codes are scanned so that we are able to inform our customers of a delivery status just in time.



